
冶金自动化控制系统
一、概述
加热炉一级顺序控制系统的控制范围为从装料炉门到出料炉门的整个加热炉系统的电气控制设备,包括电气传动装置,低压供配电设备,基础自动化硬件设备及配套软件,操作设备,检测器等。
二、一级自动化控制系统硬件配置
加热炉本体电气控制设置一套PLC系统,主要控制装料炉门、出料炉门、步进梁、液压站、装出钢机、装出炉辊道等设备。采用S7-400控制系统。
a) 操作员工作站
在板坯上料操作室设置一套操作员工作站用于板坯原始数据输入和板坯号核对。在出炉操作室设置一套操作员工作站,用于操作员对设备的监视和操作。操作员工作站选用西门子WinCC系统。
b) 通讯
整个系统设置两层通讯总线:以太网SINEC H1和现场总线PROFIBUS;
WinCC和PLC之间,电气PLC、仪表PLC之间采用以太网SINEC H1通讯;
PLC和远程I/O装置通过现场总线PROFIBUS进行通讯;
同时考虑与轧线以太网通信连接。
2)基础自动化系统主要电气应用功能
a)设备动作过程概述
已经完成了称重、测长、测宽、身份校核的板坯进入加热炉区辊道后,板坯沿炉宽方向定位;在满足装钢条件时,装料炉门开启,完成板坯的推正后,推钢机按照计算好的行程将板坯装入炉内固定梁的预定位置上。
随着步进梁的动作,板坯依次通过炉子的预热段、一加热段、二加热段、均热段,并被充分地加热到预期的出炉温度,随时等待出钢。
当有出钢请求时,出料炉门开启,出钢机根据计算好的行程,伸入炉内预定位置,将已加热好的板坯托起,抽出放在出炉辊道的中心线上,同时出钢机返回到原始位等待下一次动作。
在上述装、出钢过程中,所有电控设备的运转状态、电气故障、设备故障均通过电控系统进行在线监控,并对按重故障、轻故障报警分类,并以声、光报警方式提示,打印记录报警类型。
b)加热炉一级顺控主要控制功能
——加热炉主要控制功能:
·炉区与入炉辊道的联络。
·炉区与装出钢机的联络。
·装出料炉门的控制。
·步进梁的行程设定和控制。
·步进梁正循环、逆循环、踏步和中间保持控制。
·板坯在出料位置的检测和控制。
·板坯在炉区的一级跟踪。
·液压站和润滑站的控制。
·炉区与轧线的联锁。
·炉区各设备间的联锁
·步进梁水封槽水位检测。
——工作站(HMI)的功能
·运转准备
·参数设定及操作
·运转监控
·故障监视及报警
·设备模拟运行
·事件记录、存储
·报表打印
·炉区一级顺序控制系统与其它相关系统之间的数据通讯
3)操作方式
操作方式设有自动方式、半自动方式、手动方式三种。
·自动方式:根据各机械设备的运行状况,自动地完成各工作顺序、设备之间运行联锁等。全部控制通过计算机设定,由基础自动化系统完成。
·半自动方式:部分单体设备自动地完成其自身的工作顺序,设备之间的联锁关系,运行的启动指令由人工给定,其控制通过基础自动化系统完成。
·手动方式:操作员通过操作台、箱对设备运行进行的单项操作。主要用在机械维修或故障时的紧急操作。
三、电气工程
(1)电气室的设置
在加热炉区集中设置一个电气室,用于安装低压配电柜、低压传动设备、基础自动化设备、照明设备、UPS等。
(2)操作室的设置
在加热炉出口设置一个加热炉操作室。用于安放一级控制的操作员站、工业电视监视器或硬操作台。
(3)电气照明
照明电源采用380/220V三相五线制。
主厂房照明及炉区小房照明、地下室照明、电缆隧道照明不包含在本投标范围,本投标包含的照明范围为加热炉本体照明,其设计考虑防爆。
根据需要在加热炉区各主要出入口设有导向标志灯及应急灯。
(4)电缆工程
所有电缆均采用铜芯电缆,在必要区域考虑使用耐高温电缆,电缆考虑备用线。
电缆敷设采用以电缆隧道为主的敷设方式,在电气室的地下室、电缆隧道、电缆沟和其它构筑物内主要采用电缆桥架或支架敷设,从电缆隧道和电缆沟至设备的电缆采用穿管敷设。根据中国有关规程规范,电缆在不同场所的敷设采取必要的耐火阻燃与防火措施。
(5)防雷接地
四、燃烧控制系统
加热炉共分3个供热段控制。采用PLC控制系统与一次检测仪表结合,对加热炉的炉压、炉温、等项目进行控制。由计算机系统的操作站监视全部生产过程,保证加热炉节能、高效、安全、稳定运行。
1)主要控制功能描述
² 温度、流量、压力信号采集;
² 助燃风机的控制。
² 炉膛压力控制。
² 空气流量的测量、记录。
² 冷却水总管流量测量、压力测量、低压报警。
² 冷却水出水温度的测量和超温报警。
² 汽化冷却-汽包水位调节
² 汽化冷却-汽包蒸汽压力调节
² 一级燃烧控制系统与其它相关系统之间的数据通讯。
² 画面显示、操作和安全报警系统。
² 启炉顺序。
² 事件、报警表的存储、记录和打印。
² 重要参数历史数据、实时数据的存储和记录。

五、仪表主控制系统设备描述
仪表自动化控制系统采用PLC控制系统与电气传动PLC共同构成基础自动化控制级(L1),L1级能独立完成加热炉的各项操作和监控,如燃烧控制等控制。
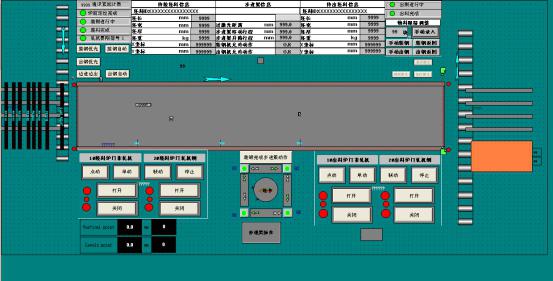
(1)操作站画面设置
开炉允许画面
系统总貌画面
报警总貌画面
参数设定画面
分段显示画面
控制回路画面
实时趋势画面
历史记录画面
水冷系统画面
(2)画面内容概述
——开炉允许画面
以表格内填充动态文本的形式显示与开炉有关的各种设备和介质的工况。当条件满足后,相应部分变为绿色。当全部条件满足时,显示“开炉允许OK”。
——系统总貌画面
以模拟图的形式显示加热炉热工系统的主要参数,如设定值、过程变量、阀门开度(用控制输出信号模拟)。
——报警总貌画面
以表格的形式按报警发生的时间顺序显示和记录报警的内容、报警等级、发生时间、消失时间、确认时间。
——参数设定画面
本画面用于炉温设定。以表格的方式将:
对应于加热曲线的终了炉温设定值;
对应于不同钢种(或不同坯料规格)的多组炉温设定值;
相应的过程变量,以“组”的形式显示在CRT上。用光标按“组”选择,一旦某组设定值被选中,则该组数值作为当前的炉温设定值。
——分段显示画面
分段画面包括本分段热工控制流程的所有内容,用模拟图、棒图、和动态数字的形式显示各个工艺参数的数值、报警状态。
——控制回路画面
以棒图和数字的形式显示和改变各个控制回路的参数和状态,如:调节器的输入值、模拟设定值、报警设定值、调节器输出,PID参数,手动自动串级状态、报警状态、报警级别……以及相应的实时趋势曲线。
——实时趋势
以趋势图加棒图的形式显示一些主要工艺参数的变化趋势曲线。
——历史趋势画面
以趋势图的形式显示和保存一些主要工艺参数在一定时间内的变化情况。保存时间可视甲方的要求及硬盘容量确定。
——炉内坯料定位画面
显示炉内布料图,利于正确布料。
——坯料跟踪画面:
显示每根坯料在炉内准确位置、坯料的终身档案。利于生产管理。
——步进机构运行状态画面:
用于过程监控。
六、主要应用功能
(1)初始数据
板坯初始数据由连铸作业区或板坯库输入,通过数据交换进入加热炉过程控制计算机。
(2)板坯位置跟踪
——加热炉内跟踪
加热炉内板坯位置跟踪的范围从板坯装入加热炉开始,到板坯出加热炉结束。过程控制计算机根据来自基础自动化的各板坯装料时装入量和步进梁每周期的移动量等信号,对加热炉内各板坯在加热炉的位置进行实时跟踪。
(3)跟踪修正
——一般跟踪修正
当实际板坯的位置和计算机跟踪的板坯位置产生偏差时,操作人员通过此跟踪修正功能,消除这个偏差。
(4)班管理
班装炉板坯块数
班装炉板坯重量
班出炉板坯块数
班出炉板坯重量
班煤气消耗量
班生产时间
按加热炉统计停炉次数和停炉时间
(5)打印生产报表
主要报表种类有:燃烧控制周期记录、板坯历史记录、炉图、事件记录、生产班报表、板坯图。
a)燃烧控制周期记录
按周期输出加热炉煤气流量、实时炉温、设定炉温、修正炉温、水印温度等燃烧控制信息。
b)板坯历史记录
记录每块板坯的尺寸、装入时间、抽出时间、温度等。
c)炉图
(1) 全部炉图
打印所有加热炉全部板坯的板坯号。
(2) 个别炉图
打印一个炉子内的所有板坯的板坯号、板坯规格、制造规格、炉内位置等信息。
(3) 板坯信息
打印一块板坯的详细信息。
d)事件记录
(1) 跟踪修正记录
打印板坯号、修正板坯的源/目标区号、板坯的前进/后退/吊销等信息。
(2) 事件记录
在发生强制装载、强制抽出、返装炉等各类事件时的记录输出。
(3) 报警事件记录
在称重、装入、抽出等各类异常发生时的记录输出。
e)班报
一个班内装入和抽出的板坯块数及重量,各炉的煤气耗量、热效率等。
(7)显示操作画面
主要显示画面有:轧制顺序画面、初始数据输入画面、加热炉入口操作画面、加热炉出口操作画面、板坯位置跟踪画面、板坯位置跟踪修改画面、炉内板坯温度显示画面、加热炉炉内画面、加热炉状态画面、装炉板坯数据显示画面、出炉板坯的数据显示画面、报表打印画面等。其主要内容包括
a)轧制顺序画面
显示加热炉区板坯的轧制顺序相关信息。项目包括:板坯号、钢卷厚度、钢卷宽度、板坯厚度、板坯宽度、板坯长度、板坯重量、钢种等。
b)初始数据输入画面
主要输入和修改初始数据信息包括:
板坯信息:板坯号、板坯厚度、板坯宽度、板坯长度、板坯重量、钢种、成分等。
轧制信息:轧制计划号、批号、钢卷厚度、钢卷宽度、钢卷长度、钢卷重量、合同编号、货主代码、有无采样、出炉目标温度、目标凸度、目标平直度以及各目标值的裕量、冷却方式等。
c)加热炉入口操作画面
加热炉入口操作画面包括如下信息的输入:
板坯核对
板坯核对异常时,板坯吊销
变更装炉炉号
d)加热炉出口操作画面
加热炉出口操作画面包括如下信息的输入:
出炉节奏方式改变
停止装炉
停止出炉
节奏方式
加热炉炉内跟踪修正
改变出炉顺序
强制出钢
装炉优先/出炉优先的方式选择
e)板坯位置跟踪画面
分区显示加热炉炉内的板坯跟踪情况。
f)板坯位置跟踪修改画面
用鼠标或手动输入信息通过位移传感器的反馈信号对跟踪信息进行向前和向后的跟踪修正。
g)加热炉状态画面
显示所有加热炉的运行状态。包括均热段及各加热段的实际温度、等。
h)加热炉炉内画面
显示在加热炉内的板坯的有关信息。炉内板坯位置、板坯号、板坯的最小装炉时间、板坯已装炉时间、板坯炉内剩余时间、板坯装炉实际温度、滑块上表面温度等。
i)装炉板坯数据显示画面
显示在装炉辊道上板坯的有关信息和最后装入炉的三块板坯。包括轧制顺序号、板坯号、计划装炉炉号,炉列,板坯长度、宽度、厚度、板坯实测长度,重量,装炉时间,板坯实际宽度等数据。
j)出炉板坯的数据显示画面
显示准备出炉板坯的有关信息和刚出炉板坯的有关信息。内容包括:板坯号、板坯长度、板坯宽度、板坯厚度、板坯的炉内位置、板坯出炉时间(理论值)。
k)加热炉休止画面
输入预定休止的板坯号能够事先预测到的休止称为预定休止。(例如工作辊换辊等)。预定休止的板坯号是指从哪个板坯开始休止。操作人员要输入该板坯的板坯号,输入预定休止的时间。
l)报表打印画面
在操作室通过本画面指定各种记录报表(LOG)的打印方式(即每种报表是否打印)。
(8)与基础自动化通信
加热炉过程控制计算机将与加热炉仪表、电气基础控制系统通信,传送设定值或控制信息。具体内容包括:
加热炉炉号设定信息
步进梁设定信息
加热炉炉温和燃料流量设定
其他必要的信息
接收过程控制信号及测量值,具体内容包括:
板坯长度和重量
加热炉炉温
燃料消耗量
跟踪信息
设备动作信息
其他可能获得的信息
(9)过程计算机通信
——加热炉过程控制计算机从轧线过程计算机接收交换下列信息:
粗轧出口温度实际值信息。
板坯“吊销”信息。
装炉板坯出钢节奏信息。
出钢开始信息
其他必要的信息
——加热炉过程控制计算机向轧线过程计算机传送下列信息:
装炉板坯信息。
出炉板坯信息。
停止出炉信息。
装炉返回信息。
反装入炉信息。
再加热板坯信息等。
其他必要的信息
七、工业电视系统
在加热炉装、出钢侧各安装内窥式炉内高温工业电视1台。
主要性能及指标:
——电器性能指标:
扫描方式:PAL制625行50场 2∶1隔行
视频输出:1Vp-p 负极性 75Ω
信噪比:≥45dB
亮度鉴别等级:≥8级
彩色CCD水平解析力:480线
系统水平清晰度:≥400线
视角:对角 80°水平 69°垂直54°
功耗:120W
——使用环境条件:
炉内温度:≤2000℃
自动退出装置:≤90℃
控制系统:≤70℃
压缩空气:
入口压力:0.25~0.7Mpa
流量:0.3M£/min
入口温度:≤35℃
——自动退出功能:
在出现下列三种情况之一时,具有自动退出功能:
探头罩内腔温度超过设定值(≥47℃)时
压缩空气压力低于规定值(≤0.2Mpa)时
停电时
——手动控制功能:
在设备处于正常工作条件下:
当自动退出装置上的手动/自动插销处于自动档时,按控制箱内“进”按钮、“退”按钮能实现探头伸进、退出功能;通过遥控操作器可以对探头罩实现伸进、退出的远程控制(遥控操作器另配)。
|
|
当自动退出装置上的手动/自动插销处于手动档时,可以用手推、拉探头罩实现伸进、退出功能。
——自动保护部分:
本设备具有低压、超温、停电退出功能。该三种保护功能的动作采集点分别为:置于控制箱内的接在精过滤器输出端的压力控制器、置于探头罩内层的温度探头、置于UPS电源前端的电源继电器。
低压退出功能:
设定的标准参考值为0.2Mpa(炉内温度为1100℃)。
当压力控制器检测到精密过滤器输出的压缩空气压力低于0.2Mpa时,内部开关断开,该动作信号经控制线反馈给电器控制箱内的主控电路板,经处理后由主控电路板控制探头罩退出。该动作处理的时间延时小于5ms。
超温退出功能:
设定的标准参考值为:47℃(炉内温度为1000℃)。
置于探头罩前端的热电偶温度探头完成对温度参考量的采样,由传感线送至控制箱内的温度显示仪,经处理后转换成数字信号送至面板显示。当探头罩内前端温度大于47℃,显示仪内部开关继电器断开,该动作信号经控制线反馈给电器控制箱内的主控电路板,经处理后由主控电路板控制探头罩退出。该动作处理的时间延时小于10ms。
停电退出功能:
设备的伸进及退出由置于储气罐尾端的电磁阀控制。电磁阀接电时,设备将探头向前伸,此时可观察炉内的工作情况;电磁阀掉电时,设备将探头向后退,此时炉门关闭,处于停止工作状态。当系统掉电时,整个控制电路失去电源,电磁阀处于掉电状态,探头退离炉壁口。该动作处理的时间延时小于5ms。
感谢您对金沙的关注,有任何您关心或想了解的问题
都请留言,金沙将尽快给您回访。










